



Breaking Pliers Tips MIM Parts
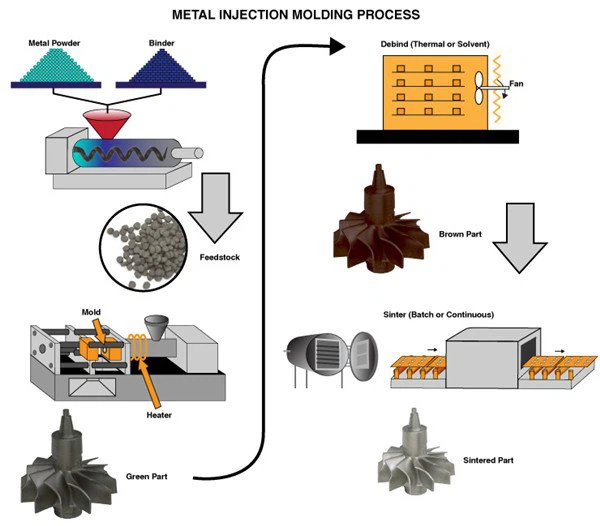
The basic process steps of metal injection molding are: first, select the metal powder and binder that meet the requirements of MIM, and then use an appropriate method to mix the powder and binder at a certain temperature to form a uniform feed. Injection molding, the obtained formed blank is degreased and then sintered and densified to become the final product.
Product Introduction
Breaking Pliers Tips MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
Breaking Pliers Tips | 17-4ph | Metal Injection Molding | 1350°C-1500°C | To be customized | Yes | ||||
Chemical Composition | C: ≤0.07 | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
Mechanical properties | • Tensile strength Rm (MPa): aged at 480°C, ≥1310; aged at 550°C, ≥1060; aged at 580°C, ≥1000; aged at 620°C, ≥930 | ||||||||
Heat Treatment Specifications | 1) Solid solution 1020~1060℃ rapid cooling | ||||||||
Product model and specification
NO. | Product Number | Product full name | Specification |
1 | Q215.18 | Fine separation forceps | 18.0cm JACOBSON slightly curved half teeth fine tonsil |
2 | Q216.18 | Fine separation forceps | 18.0cm JACOBSON straight fine half teeth fine |
3 | Q217.18 | Fine separation forceps | 18.0cm JACOBSON micro curved fine half teeth fine |
4 | Q219.18 | Fine separation forceps | 18.0cm JACOBSON large curved fine half teeth fine |
5 | Q230.18 | Fine separation forceps | 18.5cm ADSON straight half tooth |
6 | Q231.18 | Fine separation forceps | 18.5cm ADSON curved half tooth |
7 | Q232.18 | Fine separation forceps | 18.5cm ADSON straight with hook |
8 | Q233.18 | Fine separation forceps | 18.5cm ADSON Curved Hook |
9 | Q235.14 | Fine separation forceps | 14.0cm ADSON Baby Curved Half Teeth |
10 | Q235.18 | Fine separation forceps | 18.0cm ADSON Baby Curved Half Teeth |
11 | Q236.12 | Fine separation forceps | 12.5cm JACOBSON-MOSQUITO straight fine |
12 | Q236.18 | Fine separation forceps | 18.0cm JACOBSON straight half tooth fine |
13 | Q237.12 | Fine separation forceps | 12.5cm JACOBSON-MOSQUITO curved fine |
14 | Q237.18 | Fine separation forceps | 18.0cm JACOBSON slightly curved half teeth fine |
15 | Q237.18V | Fine separation forceps | 15.0cm JUDU-ALLIS 3×4 teeth small head |
16 | Q239.18 | Fine separation forceps | 18.0cm JACOBSON large curved half tooth fine |
17 | Q289.14 | Fine separation forceps | 14.0cm Baby MIXTER fine curved half teeth |
18 | Q289.18 | Fine separation forceps | 18.0cm Baby MIXTER fine curved half teeth |
19 | Q295.14 | Fine separation forceps | 14.0cm Baby MIXTER Kids Curved Half Teeth |
20 | Q297.14 | Fine separation forceps | 14.0cm Baby MIXTER children big curved half teeth |
21 | Q263.21 | Separation forceps | 21.0cm OVERHOLT-MIXTER |
22 | Q293.18 | Tracheal Separation Forceps | 18.0cm WICKSTROEM Curved Half Teeth |
23 | Q293.21 | Tracheal Separation Forceps | 21.0cm WICKSTROEM Curved Half Teeth |
24 | Q293.24 | Tracheal Separation Forceps | 24.0cm WICKSTROEM Curved Half Teeth |
Product manufacturing process
The basic process steps of metal injection molding are: first, select the metal powder and binder that meet the requirements of MIM, and then use an appropriate method to mix the powder and binder at a certain temperature to form a uniform feed. Injection molding, the obtained formed blank is degreased and then sintered and densified to become the final product.
1. MIM powder and powder making technology
MIM has high requirements on raw material powder, and the selection of powder should be conducive to mixing, injection molding, degreasing and sintering, which are often contradictory. The research on MIM raw material powder includes: powder shape, particle size and particle size composition, specific surface area etc. Table 1 lists the properties of the raw material powders most suitable for MIM.
Due to the requirement of very fine MIM raw material powder, the price of MIM raw material powder is generally high, and some even reach 10 times the price of traditional PM powder. This is a key factor limiting the wide application of MIM technology. The method of producing raw material powder for MIM mainly includes method, ultra-high pressure water atomization method, high-pressure gas atomization method, etc.
2. Binder
Binder is the core of MIM technology. In MIM, the binder has the two most basic functions of enhancing fluidity to be suitable for injection molding and maintaining the shape of the block. In addition, it should be easy to remove, non-polluting, and non-toxic , reasonable cost and other characteristics, for this reason various binders have emerged, and in recent years, the selection of binders is gradually changing from empirical selection to targeted design of binders based on the requirements for degreasing methods and binder functions. direction of the system.
Binders are generally composed of low-molecular components and high-molecular components plus some necessary additives. Low-molecular components have low viscosity, good fluidity, and are easy to remove; high-molecular components have high viscosity and high strength, and maintain the strength of the formed blank. The proper ratio of the two is matched to obtain a high powder loading, and finally a product with high precision and high uniformity.
3. Mixing
Kneading is the process of mixing metal powder with a binder to obtain a uniform feed. Compounding is an important process step because the properties of the feed material determine the properties of the final injection molded product. This involves many factors such as the way and order of adding the binder and powder, the mixing temperature, and the characteristics of the mixing device. This process step has always remained at the level of relying on experience and exploration. An important indicator for evaluating the quality of the mixing process is the uniformity and consistency of the obtained feed.
The mixing of MIM feed is accomplished under the combined action of thermal effect and shear force. The mixing temperature should not be too high, otherwise the binder may decompose or the powder and binder phase separation may occur due to too low viscosity. As for the shear force, it will vary according to the mixing method. Mixing devices commonly used in MIM include twin-screw extruders, Z-shaped impeller mixers, single-screw extruders, plunger extruders, double planetary mixers, double-cam mixers, etc. These mixing devices All are suitable for preparing mixtures with viscosities in the range of 1-1000Pa·s.
The mixing method is generally to add high melting point components to melt, then lower the temperature, add low melting point components, and then add metal powder in batches. This can prevent the gasification or decomposition of low melting point components, and adding metal powder in batches can prevent the rapid increase of torque caused by too fast cooling and reduce equipment loss.
For the feeding method when powders with different particle sizes are mixed, the Japanese patent introduction: first add thicker 15-40um water atomized powder to the binder, then add 5-15um powder, and finally add powder with a powder degree of ≤5um, so that the obtained There is very little shrinkage variation in the final product. In order to evenly coat a layer of binder around the powder, the metal powder can also be directly added to the high melting point component, then the low melting point component is added, and finally the air is removed. For example, Anwar directly added the PMMA suspension to the stainless steel powder for mixing, then added the PEG aqueous solution, dried it, and then removed the air while stirring. O'connor uses solvent mixing, first dry mixes SA and powder, then adds THF solvent, then adds polymer, after THF escapes in the heat, then adds powder and mixes to obtain uniform feeding.
4. Injection molding
The purpose of injection molding is to obtain a MIM molding green body with no defects and uniform arrangement of particles in the desired shape. First, the granular feed is heated to a certain high temperature to make it fluid, and then it is injected into the mold cavity to cool down to obtain a rigid green body of the desired shape, and then it is taken out from the mold to obtain the MIM shaped blank. This process is consistent with the traditional plastic injection molding process, but due to the high powder content of the MIM feed, there are great differences in the process parameters and other aspects of the injection molding process, and improper control is prone to various defects.
5. Degreasing
Since the emergence of MIM technology, with the different binder systems, a variety of MIM process paths have been formed, and the degreasing methods are also diverse. The degreasing time was shortened from the first few days to a few hours. From the degreasing steps, all degreasing methods can be roughly divided into two categories: one is the two-step degreasing method. The two-step degreasing method includes solvent degreasing + thermal degreasing, siphon degreasing - thermal degreasing, etc. The one-step degreasing method is mainly a one-step thermal degreasing method, and the most advanced method is the amaetamold method. Several representative MIM degreasing methods are introduced below.
6. Sintering
Sintering is the last step in the MIM process, and sintering eliminates the pores between powder particles. It makes MIM products reach full densification or close to full densification. Due to the use of a large amount of binder in metal injection molding technology, the shrinkage is very large during sintering, and its linear shrinkage rate generally reaches 13%-25%, so there is a problem of deformation control and dimensional accuracy control. Especially because most of the MIM products are special-shaped parts with complex shapes, this problem becomes more and more prominent. Uniform feeding is a key factor for the dimensional accuracy and deformation control of the final sintered products. High powder tap density can reduce sintering shrinkage, and is also beneficial to the sintering process and dimensional accuracy control. For products such as iron-based and stainless steel, there is also a problem of carbon potential control in sintering. Due to the high price of fine powder, it is an important way to reduce the production cost of powder injection molding to study the enhanced sintering technology of coarse powder compact, which is an important research aspect of metal powder injection molding research.
Due to the complex shape and large sintering shrinkage of MIM products, most products still need post-sintering treatment after sintering, including shaping, heat treatment (carburizing, nitriding, carbonitriding, etc.), surface treatment (fine grinding, ion nitrogen chemical, electroplating, shot peening, etc.), etc.
Metal Injection Molding Process
Detection Systems








Send Inquiry