



Textile Machine Nozzle MIM Parts
Since the nozzles are designed to work under a variety of different spray conditions, the nozzles that suit the needs are selected to achieve the best spray performance in use. The characteristics of the nozzle are mainly reflected in the spray type of the nozzle, that is, the shape formed when the liquid leaves the nozzle opening and its operating performance.
Product Introduction
Textile machine nozzle MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
Textile machine nozzle | 304 | Metal Injection Molding | 1350°C-1500°C | To be customized | Yes | ||||
Chemical Composition | C:≤0.08,Si :≤1.0 Mn :≤2.0, Cr :18.0~20.0,Ni :8.0~10.5, S :≤0.03,P :≤0.035 N≤0.1 | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
Mechanical behavior | Tensile strength σb (MPa)≥515-1035 | ||||||||
Product Characteristic
The following uses the Textile machine nozzle MIM Parts in the metal injection molding process to illustrate the various characteristics of the nozzle:
Since the nozzles are designed to work under a variety of different spray conditions, the nozzles that suit the needs are selected to achieve the best spray performance in use. The characteristics of the nozzle are mainly reflected in the spray type of the nozzle, that is, the shape formed when the liquid leaves the nozzle opening and its operating performance. The naming of nozzles is divided into fan-shaped, conical, liquid column flow (ie jet), air atomization, and flat nozzles based on the spray shape. Among them, the conical nozzles are divided into two categories: hollow cone and solid cone; and Venturi The names of inner nozzles (that is, mixing nozzles), strong cold (hot) air blowing nozzles, and special nozzles (such as garden nozzles, tank washing nozzles, pipe cleaning nozzles, etc.) reflect the operating performance of the nozzles.
1. Elements of nozzle selection
There are many types of nozzles, and the range of choices is large. Generally speaking, the nozzles in the degreasing and washing processes can choose spray nozzles with strong impact: take the "V" type or fan nozzle as an example, and the spray angle is as follows: 60° is the best, which has a greater impact force; and the nozzle of the phosphating process can choose a centrifugal nozzle with good atomization, fine and uniform water particles, and weak impact force: take the "Z" type or conical nozzle as an example , the optimal distance between the nozzle and the workpiece is 40cm to 50cm, which has the spray effect of dispersing and atomizing the liquid. The arrangement of the nozzles on the nozzle can be parallel or crossed. For the channel type, the vertical crossed arrangement is adopted, and the spraying effect is better.
The factors for selecting nozzles include flow rate, pressure, spray angle, coverage, impact force, temperature, material, application, etc., and these factors are often interrelated and restrict each other. Flow and pressure, spray angle and coverage are proportional to each other. The purpose of spraying from any nozzle is to maintain continuous contact between the bath and the workpiece, and the factor of flow is more important than pressure. The temperature of the liquid does not affect the spray performance of the nozzle, but it affects the viscosity and specific gravity, as well as the choice of material. The material of the nozzle should also be determined according to the chemical characteristics of the bath. For the non-corrosive bath, bronze casting or plastic die-casting can be used according to the difficulty of processing. In order to prevent corrosion, non-metallic materials can be used; for strong corrosive baths such as sulfuric acid and hydrochloric acid, nylon plastic can be used; the nozzle material for phosphating baths is generally made of acid-resistant stainless steel, and the nozzles for preventing corrosion can also be directly made of stainless steel or Made of nylon material.
For nozzles with a certain impact force, small-angle nozzles should be selected, and liquid column flow (ie, jet flow) is the best; fan-shaped nozzles are suitable for cleaning, degreasing, cooling, etc., and conical nozzles are suitable for rinsing, surface layer, phosphating, and humidification , dust removal, etc.; Venturi stirring nozzles should be installed in the paint storage tanks and tanks, taking the "H" type that is stirring nozzles (also known as Venturi nozzles) as an example, the tank liquid is sucked by a certain pressure and the approach port The liquids are mixed together at a flow rate of 1:4 and then diffused and sprayed out to achieve the effect of air-free mixing and stirring of solutes, thus preventing precipitation, because agitation ensures uniform mixing of chemical solutions.
2. Arrangement of nozzles
Install a number of nozzles in a certain arrangement on the circular pipe formed according to the outer size of the workpiece to surround the workpiece so that when the workpiece passes through the spray area, the entire surface can be sprayed by the bath liquid, and the nozzles should be evenly arranged in the entire spray area To ensure the process time and effect of spray washing. The distance between the nozzle and the workpiece should be within the optimal diffusion range of the jet, so the arrangement of the nozzle and the nozzle should be reasonable. The distance between the spray pipe and the nozzle is 250mm to 300mm, and the distance between the nozzle and the workpiece is preferably not less than 250mm when arranged in a crossed manner.
The impregnated coating pretreatment agitation device consists of a pump, a pipeline, and an agitation nozzle, forming a complete bath liquid injection system. The mixing nozzle uses the Venturi principle, the bath liquid enters the pipeline under the action of a certain pressure, forms a high-speed jet through the nozzle hole of the stirring nozzle, and generates a low-pressure area at the approach opening around the nozzle, forming a siphon phenomenon, and the bath liquid under the action of the pressure difference It is sucked into the stirring nozzle, so that a large amount of liquid can be circulated. The distance between the stirring nozzle and the bottom of the tank is 25mm-75mm, and the distance from the workpiece is 200mm-380mm. The angle of the nozzle hole should be determined according to the size of the workpiece. When the width of the workpiece is small, the nozzle hole can be designed vertically upward; when the workpiece is large, the nozzle hole can be designed to be 35°~45° from the vertical plane; when the workpiece width is large, the nozzle hole can be designed vertically in order to improve the stirring effect Downwards, but this situation will stir up the sediment, so it is only suitable for agitation of the bath without sediment.
3. Inspection of nozzle quality and common causes of damage
Nozzles require maintenance, regular inspection, cleaning and even replacement in order to guarantee the quality of the end product and maintain the economics of the production process. The manner and frequency of maintenance procedures will depend on the application. Maintenance schedules can be arranged according to application, fluid and nozzle material.
Seven Common Causes of Nozzle Spray Problems
a) Corrosion and wear: The material on the surface of the nozzle of the Textile machine nozzle MIM Parts and the inner flow channel gradually becomes larger or deformed, which in turn affects the flow rate, pressure and spray shape.
b) Corrosion: The chemical action of the spray liquid or the environment causes corrosion and destroys the nozzle material.
c) Blockage: Dirt or other impurities in the liquid block the mouth of the nozzle, thereby limiting the flow rate of the nozzle and disturbing the spray pattern and its uniformity.
d) Cohesion: Splash, mist or chemical accumulation on the material inside or outside the edge of the nozzle caused by the evaporation of liquid, which can leave a layer of dry solidification and block the nozzle or internal flow channel.
e) Temperature damage: Overheating will have a certain damage effect on nozzle materials designed for non-high temperature applications.
f) Improper installation: Off-axis washers, over tightening or other relocation problems can have adverse effects.
g) Accidental damage: during installation and cleaning, the nozzle may be accidentally damaged due to the use of incorrect tools.
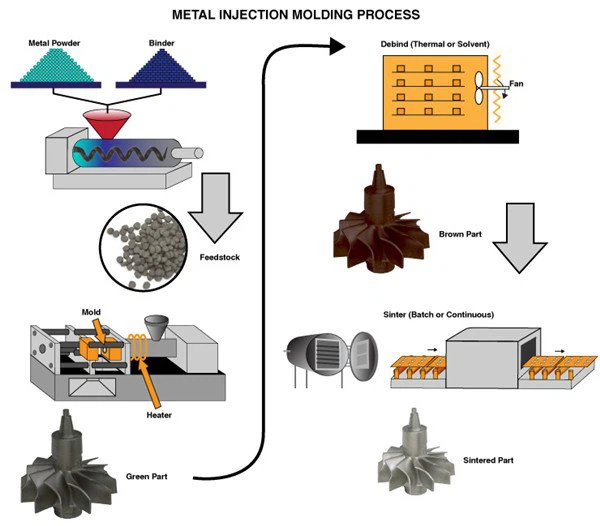
Metal Injection Molding Process
Detection Systems








Send Inquiry