




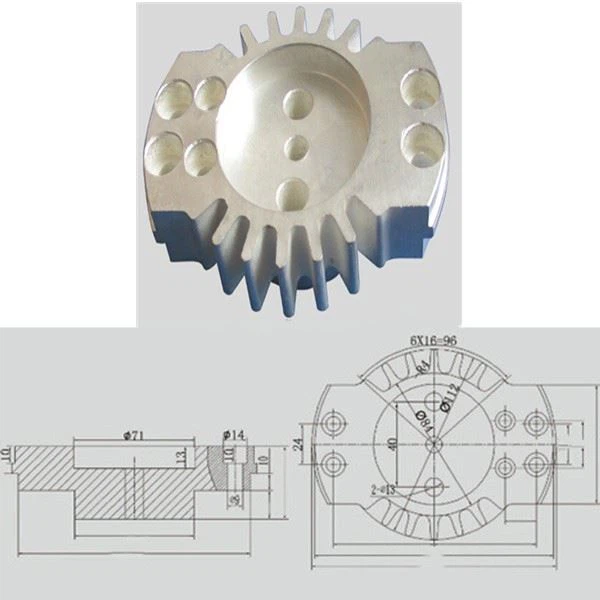

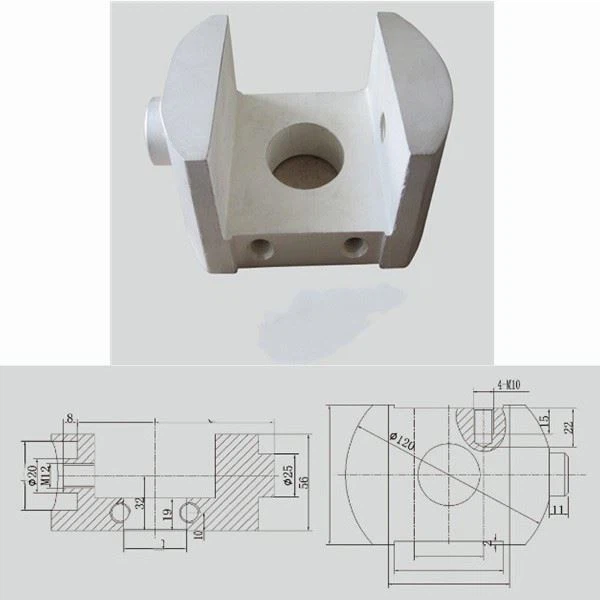
Aluminum Metal Injection Molded Parts
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. is a collection of copper alloy metal injection molding, iron-based metal injection molding, stainless steel-based metal injection molding, aluminum alloy metal injection molding, nickel alloy metal injection molding, cobalt alloy metal injection molding, tungsten alloy metal injection molding.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. is a collection of copper alloy metal injection molding, iron-based metal injection molding, stainless steel-based metal injection molding, aluminum alloy metal injection molding, nickel alloy metal injection molding, cobalt alloy metal injection molding, tungsten alloy metal injection molding. A comprehensive high-tech enterprise integrating R&D, production and sales of injection molding, cemented carbide metal injection molding, and powder metallurgy structural parts. It can produce American brand 6061 aluminum alloy metal injection molding parts, 6063 aluminum alloy metal injection molding parts, Japanese brand A6061 aluminum alloy metal injection molding parts, A6063 aluminum alloy metal injection molding parts, German brand AlMg1Si0.5 German brand AlMg1Sicu Aluminum Metal Injection Molded Parts et al.
Product Description
1. Implementation standards: the company strictly implements ISO9001, ISO14001, IATF16949 certification
The products have passed the certification of ROHS, FDA EU, etc.
2. Product material standards: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Main processes: metal injection molding MIM, powder metallurgy PM, investment casting, die-casting aluminum,
4. Available materials for powder metallurgy:
Copper alloys, iron bases, titanium alloys, stainless steel bases, aluminum alloys, nickel alloys, cobalt alloys, tungsten alloys, cemented carbides, hydroxy alloys, soft magnetic materials and 3D printing can be customized according to customer requirements.
Production Process
(1) The aluminum powder and the binder are stirred evenly according to the proportion of the aluminum powder accounting for 70-80% of the weight of the mixed material;
(2) injection;
(3) Debinder;
(4) Sintering.
The porosity of metal injection molding parts is very low, the relative density reaches more than 96%, and the mechanical properties of the material are comparable to those of precision castings of the same composition. The powder metallurgy of the present invention uses the mixture of all-metal powder and non-all-metal powder as raw materials, and is a new technology for manufacturing metal materials, composite materials and various types of products after forming and sintering, which can be widely used in automobiles, tractors, aircraft, various types of products. Compared with other forming methods, powder metallurgy saves energy, reduces raw material consumption, has high economic benefits, and can also produce some materials and materials that cannot be produced by other methods. product.
The invention relates to a metallurgical injection molding process, in particular to an aluminum powder metallurgical injection molding process.
1. Background technology
Metal injection molding is a new type of metal powder molding technology developed on the basis of plastic injection molding. Generally, the binder is used, and the yield increases during sintering, which is unfavorable for the size control of the sintered product. Therefore, it is necessary to provide a new technical solution to solve the above problems.
2. Contents of the invention
The technical problem to be solved by the present invention is to overcome the defects of uneven stirring and poor product stability in the prior art, and to provide a pulsating periodic vibration mixing method, which solves the weaknesses of poor fluidity of raw materials and poor mixing type in the injection molding process , The product has high density and uniform distribution.
In order to solve the above-mentioned technical problem, the present invention provides the following technical scheme: a kind of aluminum powder metallurgy injection molding process, comprising the following steps, (1), aluminum powder and binder account for 70-80% of the weight of the mixed material by aluminum powder The % ratio is evenly stirred, and the binder includes the following components in parts by weight: paraffin 30-40%, polypropylene 8-12, polyethylene 30-45; the filling temperature of the paraffin is 50-60° C. (2 ), injection: put the well-stirred material into the product mold, after adding the protection of ammonia or nitrogen, heating to 120-140C and then molding, the working pressure of the molding process is 40-50MPa, in the molding process, Vibrate the mold; the residence time is 2-5 seconds after the annotation is completed and before the mold is opened; (3), debinder: put the product into the solvent oil of 40-120C and soak it for 4-6 hours, then put it into the furnace Heating to 120-380C for 1-2 hours, cooling and then putting it in a solvent of 40-120C for 1-2 hours; (4), sintering, sintering the molded product in a vacuum state, the sintering temperature is 900 -1000C, holding time 1-2 hours.
Wherein, the aluminum powder accounts for 70% of the weight of the mixed material.
Wherein, the binder also includes 8-10 parts by weight of graphite.
Wherein, the binder comprises the following components by weight: 35 of paraffin wax, 10 of polypropylene, 7.5 of stearic acid or zinc stearate, 37.5 of high-density polyethylene, and 10 of graphite.
Wherein, in described step (1), the particle size requirement of metal powder and binder is: relative density 95-99%.
Wherein, in the step (4), the sintering temperature is 900-950°C, and the holding time is 1.5-2 hours.
The beneficial effects of the invention are as follows: the porosity of the metal injection molding parts is very low, the relative density reaches more than 96%, and the material mechanical properties can be equivalent to the precision casting parts of the same composition. The powder metallurgy of the present invention uses the mixture of metal powder and non-metal powder as raw materials, and is a new technology for manufacturing metal materials, composite materials and various types of products through forming and sintering, which can be widely used in automobiles, tractors, aircraft, various engineering Compared with other forming methods, powder metallurgy saves energy, reduces raw material consumption, and has high economic benefits in the fields of machinery, household appliances, communications, computers, automatic control, and space technology. It can also manufacture some materials and products that cannot be manufactured by other methods.
3. Specific implementation
The present invention will be described in further detail below with reference to the accompanying drawings and specific embodiments, but the scope of implementation of the present invention is not limited thereto.
As shown in Figure 1 described in the present embodiment, a metallurgical injection molding process of aluminum powder, the steps are as follows: (1), aluminum powder and binder are stirred evenly according to the proportion of aluminum powder accounting for 70-80% of the weight of the mixed material , the binder comprises the following components by weight: paraffin 30-40%, polypropylene 8-12, polyethylene 30-45; The filling temperature of the paraffin is 50-60°C (2), injection: Put the well-stirred material into the product mold, after adding ammonia or nitrogen protection, heating to 120-140C and then molding, the working pressure of the molding process is 40-50MPa, and during the molding process, the mold is vibrated; The dwell time is 2-5 seconds after the annotation is completed and before the mold is opened; (3), degreasing: after demoulding, heat the molded product to 250-300C; (4), debinder: put the product into 40-120C After soaking in the solvent oil of 4-6 hours, put it in the furnace and heat it to 120-380*C for 1-2 hours, and then put it in the solvent of 40-120C and park for 1-2 hours after cooling; (5) , sintering, sintering the molded product in a vacuum state, the sintering temperature is 900-1000, and the holding time is 1-2 hours. Wherein, the aluminum powder accounts for 70% of the weight of the mixed material. Wherein, the binder also includes 8-10 parts by weight of graphite. Wherein, the binder comprises the following components by weight: 35 of paraffin wax, 10 of polypropylene, 7.5 of stearic acid or zinc stearate, 37.5 of high-density polyethylene, and 10 of graphite. Wherein, in the described step (1), the particle size requirements of all powder and binder are: relative density 95-99%. Wherein, in the step (5), the sintering temperature is 900-950°C, and the holding time is 1.5-2 hours. (6) Post-processing, cutting the demolded green products. (7), quality inspection. (8), packaging finished products. Product test results: high strength (b=800-1200MPa); good wear resistance, the average cost is reduced by more than 50% compared with similar parts imported from abroad, high density P reaches 7.25g/cm; tensile strength
The elongation reaches 1.5%; the impact toughness reaches 195/cm; the core hardness reaches HRC24; the surface hardness reaches HV632; the wear resistance and friction reduction are increased by 33% and 10% respectively;
The above is only a preferred embodiment of the present invention, so all equivalent changes or modifications made according to the structure, features and principles described in the scope of the patent application of the present invention are included in the protection scope of the patent application of the present invention.
Post Casting Process
1. Heat treatment: annealing, carbonization, tempering, quenching, normalizing, surface tempering
2. Processing equipment: CNC, WEDM, lathe, milling machine, drilling machine, grinder, etc.;
3. Surface treatment: powder spraying, chrome plating, painting, sandblasting, nickel plating, galvanizing, blackening, polishing, bluing, etc.

Moulds and Inspection Fixtures
1. Mold service life: usually semi-permanent. (except for lost foam)
2. Mold delivery time: 10-25 days, (according to product structure and product size).
3. Tooling and mold maintenance: Zhongwei is responsible for precision parts.

Quality Control
1. Quality control: the defective rate is less than 0.1%.
2. Samples and trial run will be 100% inspected during production and before shipment, sample inspection for mass production according to ISDO standards or customer requirements
3. Testing equipment: flaw detection, spectrum analyzer, golden image analyzer, three-coordinate measuring machine, hardness testing equipment, tensile testing machine.

Application
Aluminum Metal Injection Molded Parts use a mixture of metal powder and non-metal powder as raw materials, after forming and sintering, new technologies to manufacture metal materials, composite materials and various types of products can be widely used in automobiles, tractors, aircraft, various engineering Machinery, household appliances, communications, computers, automatic control and space technology and other fields.






Send Inquiry