





MHZ2-16D Base MIM Parts
MMHZ2-16D base The material selection of the base of the most critical part of MIM Parts needs to be wear-resistant to increase the service life. Zhongwei Precision selects 440c as the material to customize the key parts. The main component is chromium.
Product Introduction
Titanium MHZ2-16D base MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
MHZ2-16D base | 440c | Metal Injection Molding | 1550℃ | To be customized | Yes | ||||
Chemical Composition | C: 0.95~1.20 | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
Mechanical properties | Hardness: annealed, ≤269HB; | ||||||||
Heat treatment | 1) Annealing, slow cooling at 800~920℃; | ||||||||
Product Features
MMHZ2-16D base The material selection of the base of the most critical part of MIM Parts needs to be wear-resistant to increase the service life. Zhongwei Precision selects 440c as the material to customize the key parts. The main component is chromium. Let’s understand the main characteristics of chromium:
●Chromium is a kind of silver-white metal with a slight sky blue color, and its electrode potential is negative, but it has a strong passivation performance, and it is quickly passivated in the atmosphere, showing the properties of a noble metal, so the chromium plating layer of steel parts is Cathode coating. The chromium layer is very stable in the atmosphere and can maintain its luster for a long time. It has strong corrosion resistance and is also very stable in corrosive media such as alkali, nitric acid, sulfide, carbonate and organic acids. The chromium layer has a high hardness (900- 1100HV), good wear resistance, strong reflective ability and good heat resistance. There is no obvious change in gloss and hardness below 500°C. When the temperature is higher than 500°C, it will start to oxidize and change color, and it will start to soften when the temperature is higher than 700°C.
Physical Properties | ||
Condition: Hard, brittle silver-white metal | Melting point (℃): 1857+20 | Boiling point (℃): 2672 |
Density (g/cc, 300K): 7.19 | Specific heat/J/gK: 0.45 | Heat of evaporation KJ/mol: 344.3 |
Heat of fusion KJ/mol: 16.9 | Conductivity/106/cm: 0.0774 | Conductivity/106/cm: 0.0774 |
●High wear resistance: The mold cavity after chrome plating has a significantly improved smoothness effect than the untreated mold cavity, which effectively reduces the friction coefficient and improves the service life of the mold. Problems such as roughening of the mold due to various reasons during the production process have been effectively resolved.
●Adhesion: Regardless of whether the partner material is stainless steel, which is difficult to process, or other various steels or non-ferrous metals, as long as it is handled properly, chrome plating has good adhesion.
●Corrosion resistance: the potential of chromium is negative than that of iron, and chromium itself is easy to form a very thin passive film in the atmosphere. It is also very stable in humid atmosphere and can keep its color for a long time. It is also stable in salts, organic acids and most gases, so it has good corrosion resistance.
●Can be processed repeatedly: the mold that has been electroplated can be repeatedly electroplated before the chrome layer falls off due to the wear of the mold during long-term use. Repeated electroplating does not damage the mold itself, but only increases the cost of stripping the original electroplating layer.
Product Use
1. When the circuit pressure is low due to unexpected circumstances, the clamping force may decrease and the workpiece may fall. In order to avoid injury to the human body or damage to the equipment, an anti-drop device must be installed.
2. Do not use pneumatic fingers under excessive external force and impact force.
3. Please consult with our company for single-acting type under the clamping condition of only spring force.
4. Be careful not to drop, collide or damage the pneumatic finger cylinder when installing and fixing it.
5. When fixing the jaw accessories, please do not twist the jaws.
6. The pneumatic finger has the following installation methods, and the tightening torque of the fastening screw must be within the torque range specified in the table below. If it is too large, it will cause poor operation, and if it is too small, it will cause position deviation and drop.

7. How to install the jaw accessories:
Pay special attention when installing the jaw accessories. Only use an open-end wrench to clamp the jaws, and then use the hexagonal wrench. Do not directly clamp the body and then tighten the screws, otherwise the parts will be easily damaged.
8. Confirm that no additional external force is applied to the jaws. The lateral load acts on the jaws, resulting in an impact load, causing shaking and damage to the jaws. Set the gap so that the pneumatic finger will not collide with the workpiece and accessories at the end of the stroke.
8.1. The stroke end of the pneumatic finger in the open state;
8.2. Pneumatic fingers move at the end of stroke;
8.3. Reverse action state.
During the reversing action, the position of the clamped workpiece must be accurate, otherwise the workpiece may collide with the surrounding environment during the reversing state and generate impact load. When the workpiece is inserted, the center line is coaxial and cannot be eccentric, so as to avoid extra external force on the mhz2-16d cylinder. It is especially required that during the test run, the manual action and operating pressure must be reduced to make it run at a low speed to confirm safety and no impact.
9. Please use the speed control valve to adjust the opening and closing speed of the jaws so that it will not be too fast.
10. People are not allowed to enter the moving path of the pneumatic finger and cannot place objects.
11. When removing the pneumatic finger, after confirming that the workpiece is not clamped, release the compressed air before removing it.
The above is the use method of the mhz2-16d cylinder, and the introduction of the installation method of the mhz2-16d cylinder.
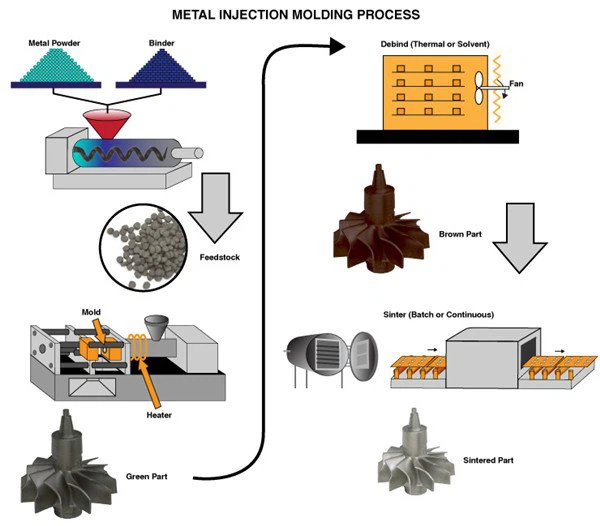
Metal Injection Molding Process
Detection Systems








Send Inquiry