




Big And Small Drum Disc MIM Parts
To help more companies solve complex and large-scale practical application problems in products, according to customer product needs and scope of use, pay more attention to matching dimensions to meet the standards required by customers.
Product Introduction
Big and small drum disc MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
Baton size drum disc | 17-4ph | Metal Injection Molding | 1500°C | To be customized | Yes | ||||
Chemical Composition | C: ≤0.07 | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
Mechanical behavior | • 316 Annealed • 316L annealed • 316/316L spring tempered | ||||||||
To help more companies solve complex and large-scale practical application problems in products, according to customer product needs and scope of use, pay more attention to matching dimensions to meet the standards required by customers.
Background technique:
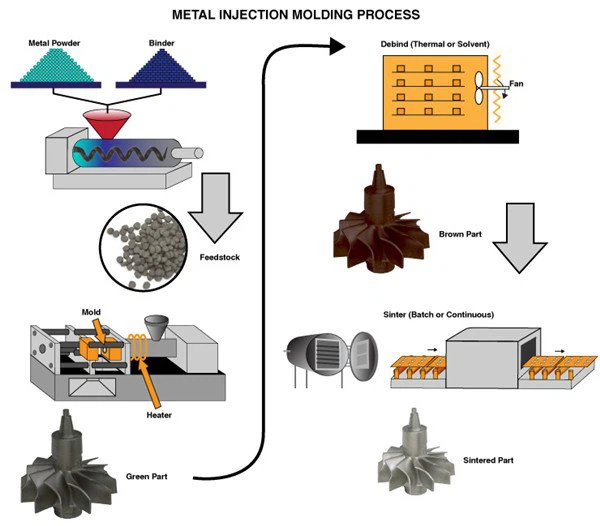
Metal Injection Molding (MIM) is a molding method in which a plasticized mixture of metal powder and its binder is injected into a model, and it is a method of producing a new type of metal industrial product; specifically, the selected powder and binder Mixing is carried out and the mixture is then pelletized and then injection molded into the desired shape. At present, in the traditional MIM process, when the metal parts are large, it is easy to cause problems such as bubbling and cracking during the sintering process due to incomplete degreasing, and the quality of the product cannot be guaranteed.
Technical realization elements:
In order to overcome the deficiencies in the prior art, the purpose of the present invention is to provide a method for injection molding of large metal parts, which solves the problem of bubbles that are prone to occur due to incomplete sintering caused by incomplete degreasing when manufacturing large metal parts by traditional methods , cracking and other issues, to improve the quality of large metal parts while avoiding production safety hazards.
In order to solve the above problems, the technical scheme adopted in the present invention is as follows:
A method of injection molding a large metal piece, the method comprising the following steps:
1) Pretreatment of raw materials: drying and dehumidifying the purchased metal powder;
2) Coating of raw materials: After step 1), the metal powder, POM, PE, PP and antioxidants are added to the mixer for banburying, and the paste is obtained after completely mixing;
3) Feed granulation: extrude the paste obtained in step 2) through an extruder to obtain granule raw materials;
4) Design molds: design molds for making metal parts with connecting holes and molds for making connecting parts that match the connecting holes
5) Injection of metal parts: Inject the granular raw materials obtained in step 3) into the mold of step 4) with an injection machine to obtain semi-finished metal parts with connecting holes;
6) Injection connector: Inject the granular material obtained in step 3) into the mold of step 4) with an injection machine to obtain a connector that matches the connection hole described in step 5);
7) Degreasing: Put the semi-finished metal parts obtained in the above step 5) and the connecting parts obtained in step 6) into the degreasing furnace to remove POM;
8) Splicing: connect more than two metal parts obtained after degreasing through connectors to form a complete semi-finished large metal part;
9) Sintering: After step 8), the semi-finished large metal parts are transferred to a vacuum furnace for sintering to obtain finished products.
As a further solution, the amounts of metal powder, POM, PE, PP and antioxidants in step 2) of the present invention are respectively in mass percent:
POM 3%-10%;
PE 4%-6%;
PP 2%-4%;
Antioxidant 0.1%-1%;
Metal powder balance.
As a further solution, in step 2) of the present invention, the temperature of the banburying with the kneader is set at 160-200° C., and the banburying time is 1.5-2.5 hours.
As a further solution, in step 7) of the present invention, during the degreasing process, the catalytic gas is HNO3, the temperature of the degreasing furnace is set at 110-130° C., and the degreasing time is 4-12 hours.
As a further solution, the rate at which the catalytic gas of the present invention is passed into the degreasing furnace is 0.01-0.05mL/min.
As a further solution, the sintering temperature in step 9) of the present invention is 1200-1400°C.
As a further solution, the metal powder of the present invention is one of iron alloy powder, stainless steel powder, titanium alloy powder, aluminum alloy powder, and titanium powder.
As a further solution, the injection molding method of the large metal piece of the present invention further includes performing a complete densification treatment on the large metal piece sintered in step 9) again in a HIP sintering furnace.
As a further solution, during the densification process, the temperature of the sintering furnace is 1200-1360°C.
As a further solution, in step 8) of the present invention, during the splicing process, boron powder is coated on both ends of the connector.
Compared with the prior art, the beneficial effects of the present invention are:
1. In the injection molding method of large metal parts described in the present invention, by realizing the processing of metal powder, the utilization rate of raw materials is improved, the requirements for equipment are greatly reduced, and the manufacturing cost is saved;
2. The injection molding method for large metal parts of the present invention solves the problems of bubbling and cracking caused by incomplete sintering due to unclean degreasing process when the traditional method is used to manufacture large metal parts, and realizes large metal parts Feasible for mass production.
Process after sintering
1. Heat treatment: annealing, carbonization, tempering, quenching, normalizing, surface tempering
2. Processing equipment: CNC, slow wire cutting, lathes, milling machines, drilling machines, grinding machines, etc.;
3. Surface treatment: anodizing, powder spraying, chrome plating, painting, sandblasting, nickel plating, galvanizing, blackening, polishing, bluing, etc.
Mold and Gage
1. Mold service life: usually semi-permanent. (except lost foam)
2. Mold delivery time: 10-25 days, (according to product structure and product size).
3. Tooling and mold maintenance: Zhongwei is responsible for precision parts.
Quality Control
1. Quality control: The defective rate is less than 0.1%.
2. Samples and trial runs will be 100% inspected during production and before shipment, sample inspection for mass production according to ISDO standards or customer requirements.
3. Testing equipment: flaw detection, spectrum analyzer, golden image analyzer, three-coordinate measuring machine, hardness testing equipment, tensile testing machine.








Send Inquiry