





Ductile Iron Centrifugal Casting
Ductile Iron Centrifugal Casting is a process of rotating the mold at high speed, so that the high-temperature liquid material can fully fill the mold cavity. It is also suitable for mass production.
The cast iron pipes in the carbonization tower of soda ash industrial equipment manufactured by our factory are mainly characterized by small diameter (outer diameter: φ50~φ63; inner diameter: φ38~φ50), long length (2055~3750 mm), and thin wall (6~φ50 mm). 7mm), withstanding water pressure of 1MPa, high straightness requirements and both ends need to be processed or have bosses, etc. Therefore, casting is difficult. Tests were carried out in 1981 and 1984, overcoming many difficulties, and finally succeeded. Now Mass produced.

Product Process
Ductile Iron Centrifugal Casting is a process of rotating the mold at high speed, so that the high-temperature liquid material can fully fill the mold cavity. It is also suitable for mass production.

Basic Parameters
Process cost: low mold cost, low cost per piece
Typical products: bathroom products, jewelry, prototype and model making, etc.
Yield suitable: single piece, large batch can be
Quality: high surface precision, suitable for showing the texture and complex morphology of the product surface
Speed: short molding cycle (0.5min-5min)

Applicable materials
Suitable for the molding of metal powders and other materials such as plastics, ceramics and glass, etc.
Design Considerations
1. In a single molding cycle, 1-100 pieces can be molded at one time
2. If silica gel is used as the mold, the wall thickness of the parts is controlled at 0.25mm-12mm (0.01-0.472in), and the wall thickness of the parts formed by metal molds can be relatively increased
3. The strength of the metal centrifugally cast in the silicone mold will be worse than other casting processes.
Detailed process
Ductile Iron Centrifugal Casting Process Breakdown:
1.Multi-cavity horizontal casting

2. Single cavity horizontal casting
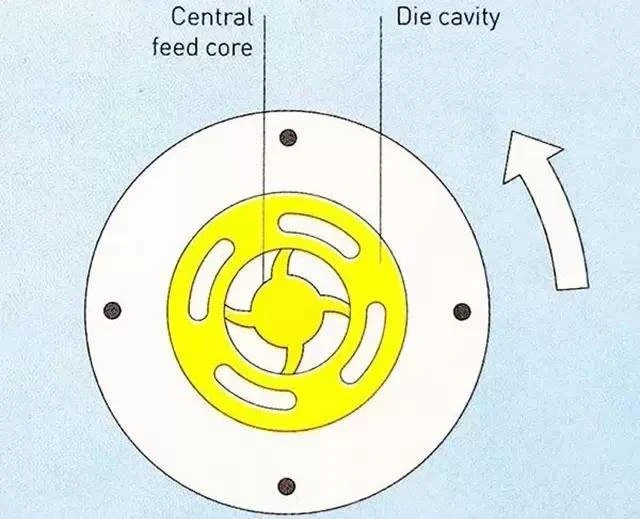
3. Open vertical casting

Product Description
1. Implementation standards: The company strictly implements ISO9001 & TS 16949 certification.
2. Product material standards: ISO, GB, ASTM, SAE, ISO, EN, DIN, JIS, BS
3. Main processes: sand casting, silica sol investment casting, water glass investment casting,shell casting,deburring, sand blasting, machining, heat treatment, leak testing, surface treatment, etc.
4. Available materials:
—Other materials: cast iron, ductile iron, cast steel, cast aluminum, cast copper, alloy steel, etc. can be customized according to customer requirements.
According to the country, please check the corresponding national material grade in the table.
Country | Ductile Iron Centrifugal Casting | ||||||
China | QT400-18 | QT450-10 | QT500-7 | QT600-3 | QT700-2 | QT800-2 | QT900-2 |
Japan | FCD400 | FCD450 | FCD500 | FCD600 | FCD700 | FCD800 | - |
U.S. | 60-40-18 | 65-45-12 | 70-50-05 | 80-60-03 | 100-70-03 | 120-90-02 | - |
Russia | B40 | B45 | B50 | B60 | B70 | B80 | B100 |
Germany | GGG40 | - | GGG50 | GGG60 | GGG70 | GGG80 | - |
Italy | GS370-17 | GS400-12 | GS500-7 | GS600-2 | GS700-2 | GS800-2 | - |
France | FGS370-17 | FGS400-12 | FGS500-7 | FGS600-2 | FGS700-2 | FGS800-2 | - |
U.K. | 400/17 | 420/12 | 500/7 | 600/7 | 700/2 | 800/2 | 900/2 |
Poland | ZS3817 | ZS4012 | ZS4505 | ZS6002 | ZS7002 | ZS8002 | ZS9002 |
5002 | |||||||
Spain | SG370/17 | SG400/12 | SG500/7 | SG600/3 | SG700/2 | SG800/2 | - |
Romania | - | - | - | - | FGN70-3 | - | - |
Spain | FGE38-17 | FGE42-12 | FGE50-7 | FGE60-2 | FGE70-2 | FGE80-2 | - |
Belgium | FNG38-17 | FNG42-12 | FNG50-7 | FNG60-2 | FNG70-2 | FNG80-2 | - |
Australia | 300-17 | 400-12 | 500-7 | 600-3 | 700-2 | 800-2 | - |
Sweden | 0717-02 | - | 0727-02 | 0732-03 | 0737-01 | 0864-03 | - |
Hungary | GV38 | GV40 | GV50 | GV60 | GV70 | - | - |
Bulgaria | 380-17 | 400-12 | 450-5 | 600-2 | 700-2 | 800-2 | 900-2 |
500-2 | |||||||
(International Organization for Standardization) | 400-18 | 450-10 | 500-7 | 600-3 | 700-2 | 800-2 | 900-2 |
(COPANT) | - | FMNP45007 | FMNP55005 | FMNP65003 | FMNP70002 | - | - |
Finland | GRP400 | - | GRP500 | GRP600 | GRP700 | GRP800 | - |
Netherlands | GN38 | GN42 | GN50 | GN60 | GN70 | - | - |
Luxembourg | FNG38-17 | FNG42-12 | FNG50-7 | FNG60-2 | FNG70-2 | FNG80-2 | - |
Austria | SG38 | SG42 | SG50 | SG60 | SG70 | - | - |
Product Advantages and Disadvantages
Advantages of centrifugal casting of ductile iron:
1. There is almost no metal consumption in the gating system and the riser system, which improves the process yield.
2. The core can not be used in the production of hollow castings, so the metal filling ability can be greatly improved in the production of tube-shaped castings, the ratio of wall thickness to length or diameter of the castings can be reduced, and the production process of sleeve and tube castings can be simplified.
3. The casting has high density, less defects such as pores and slag inclusions, and high mechanical properties.
4. It can be used to manufacture cylinders and sleeves of composite metal castings, such as steel-backed copper sleeves, bimetallic rolls, etc. When forming castings, centrifugal motion can be used to improve the metal filling ability, so thin-walled castings can be produced.
Disadvantages of centrifugal casting of ductile iron:
1. There may be certain limitations when used to produce heterosexual castings.
2. The diameter of the inner hole of the casting is inaccurate, the surface of the inner hole is relatively rough, the quality is poor, and the machining allowance is large.
3. Castings are prone to proportional segregation, so they are not suitable for castings (such as lead bronze) where alloys are prone to specific gravity segregation, especially alloys with impurities that are more specific than molten metal.
Casting Process
1. Heat treatment: annealing, carbonization, tempering, quenching, normalizing, surface tempering
2. Processing equipment: CNC, WEDM, lathe, milling machine, drilling machine, grinder, etc.;
3. Surface treatment: powder spraying, chrome plating, painting, sandblasting, nickel plating, galvanizing, blackening, polishing, bluing, etc.
Moulds and Inspection Fixtures
1. Mold service life: usually semi-permanent. (except for lost foam)
2. Mold delivery time: 10-25 days, (according to product structure and product size).
3. Tooling and mold maintenance: Zhongwei is responsible for precision parts.
Quality Control
1. Quality control: the defective rate is less than 0.1%.
2. Samples and trial run will be 100% inspected during production and before shipment, sample inspection for mass production according to ISDO standards or customer requirements.
3. Testing equipment: flaw detection, spectrum analyzer, golden image analyzer, three-coordinate measuring machine, hardness testing equipment, tensile testing machine;
4. Provide after-sales service.
5. The quality can be traced back.
Scope of Application
Ductile Iron Centrifugal Casting is suitable for the following casting fields:
1. Bimetal cast iron roll;
2. Heat-resistant steel roller table at the bottom of the heating furnace;
3. Special steel seamless steel pipe;
4. Brake drum, piston ring blank, copper alloy worm gear;
5. Impellers, metal dentures, gold and silver mesons, small valves, cast aluminum motor rotors and other special-shaped castings.
6. Other industrial fields.






Send Inquiry