



Power Tool End Cap MIM Parts
The Power Tool End Cap MIM Parts is an indispensable equipment in the production. During the maintenance of the motor, the size of the motor bearing chamber and the outer ring of the bearing is often seriously out of tolerance, resulting in equipment damage.
Product Introduction
Power Tool End Cap MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
Power tool end cap | 304 | Metal Injection Molding | 1350°C-1500°C | To be customized | Yes | ||||
Chemical Composition | C:≤0.08,Si :≤1.0 Mn :≤2.0, Cr :18.0~20.0,Ni :8.0~10.5, S :≤0.03,P :≤0.035 N≤0.1 | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
Mechanical behavior | Tensile strength σb (MPa)≥515-1035 | ||||||||
The Power Tool End Cap MIM Parts is an indispensable equipment in the production. During the maintenance of the motor, the size of the motor bearing chamber and the outer ring of the bearing is often seriously out of tolerance, resulting in equipment damage. The traditional method generally uses the method of pitting to repair, but this method will cause secondary damage to the equipment and cause a sharp increase in the tolerance. At this time, only the motor end cover can be replaced, resulting in waste of materials and increased maintenance costs. Such accessories are non-standard parts, and it is difficult to submit spare parts, which increases the maintenance cycle of equipment and seriously restricts the production of enterprises. Therefore, finding a convenient repair process for the bearing chamber of the motor end cover has become the only way to reduce costs and increase efficiency.
Analysis of the Causes of Damage to the Bearing Chamber of the Motor End Cover
1. The rotor shaft is bent and deformed (rotor dynamic balance is poor), resulting in increased vibration of the bearing when the motor is running, and the fit between the motor end cover and the inner ring of the bearing is out of tolerance.
2. The assembly process of the motor is poor, and the rotor, bearing, and end cover of the motor are not concentric, resulting in increased vibration when the motor is running.
3. The assembly of the motor is unreasonable, and the outer ring runs out during operation, causing the bearing chamber to be out of tolerance.
4. Insufficient grease filling of the motor leads to lack of oil in the operation of the equipment and heating of the bearing, which causes relative movement of the inner and outer rings of the bearing and increases the fit clearance.
5. The motor vibrates violently when it is running, causing damage to the bearing chamber, and the reasons for the vibration of the bearing are (such as the lack of phase operation of the motor, unequal three-phase voltage and current).
Equipment problems in the motor end cover of a cement company
The problematic equipment is the blower motor of the cement enterprise, and the equipment vibrates and makes abnormal noise. The temperature is a bit high (70°C). After inspection, it is determined that the bearing chamber of the motor end cover is worn.
Equipment parameters: bearing chamber diameter 325mm, width 70mm, speed 1240r/min. The material is cast iron, the working temperature is 40°C--60°C, and the lubrication method is grease. The wear of the bearing chamber is about 0.7mm.
Repair method and technology of end cover bearing chamber
1. Brush plating process repair
Since the bearing chamber is made of cast iron, casting defects (trachoma, shrinkage cavity, etc.) are prone to occur in cast iron. These parts are prone to oil stains, and the surface is not cleaned cleanly. It is difficult to ensure the bonding strength between the coating and the substrate. Therefore, brush plating is used for cast iron. It is slightly more difficult. Moreover, the tin plating solution currently on the market contains harmful substances, which poses a safety hazard to operators.
2. Repair welding and turning process repair
Cast iron repair welding process requirements are high, the welding process is not good enough to cause the welding layer to fall off as a whole, and the hardness of welding repair increases, making machining difficult. Welding repair high-temperature small workpieces are easy to deform.
3. Repair process of polymer composite materials
3.1 Machining repair process: Utilizing the high adhesion, high strength, and compressive properties of polymer composite materials, it belongs to the "cold welding" technology and will not cause thermal stress to the matrix. After the surface treatment is clean and dry, the material is applied, and after the material is cured, it is processed and repaired according to the tolerance of the workpiece.
3.2 The repair method of the corresponding relationship of the parts: measure the wear condition of the bearing chamber with an inner diameter micrometer, determine the unworn reference size, and determine the amount of materials. Make a cylindrical mold based on the unworn reference plane, the outer diameter of the mold is 2--3mm smaller than the outer ring of the bearing, and the width is 2--75px larger than the width of the bearing chamber. Apply a layer of release agent on the outside of the mold and dry it to repair the wear of the bearing chamber. After the material is cured, use 400-mesh sandpaper to polish the surface. Restoration completed for assembly.
3.3 Restoration of benchmark scraping process: use the unworn standard size to repair the worn part with the aid of a knife-edge ruler
The production process of the end cap
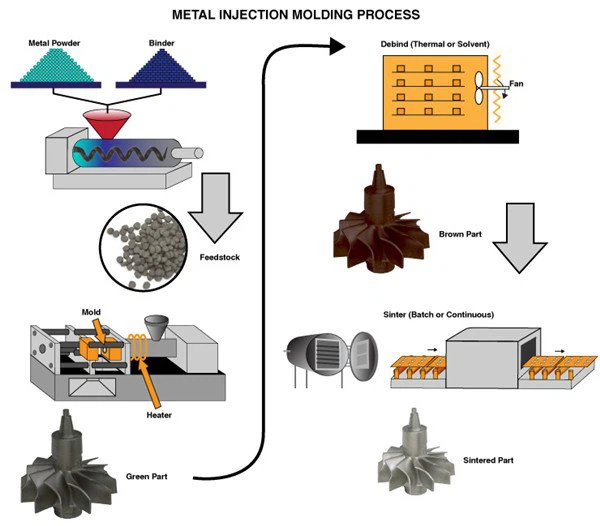
Metal Injection Molding (MIM for short) is a new type of powder metallurgy near-net forming technology derived from the plastic injection molding industry. As we all know, plastic injection molding technology produces products of various complex shapes at a low price, but plastic The strength of the product is not high. In order to improve its performance, metal or ceramic powder can be added to the plastic to obtain a product with higher strength and good wear resistance. In recent years, this idea has evolved to maximize the solids content and completely remove the binder and densify the shaped body during subsequent sintering. This new powder metallurgy forming method is called metal injection molding.
Through this cooperation with the enterprise, the enterprise can save costs, save labor, increase the service life of the equipment, and save the capital of the enterprise immeasurably. For many years, Fushilan company has been helping enterprises to establish an advanced maintenance team and improving their equipment management level as their own responsibility. By continuously integrating the world's leading equipment maintenance technology, it has professionally served industrial enterprises.
Metal Injection Molding Process
Detection Systems








Send Inquiry