



Fiber Cleaver Spacers MIM Parts
The optical fiber cutter is used to cut the optical fiber as thin as a hair. After the cut optical fiber is magnified by hundreds of times, it is still flat when observed, and then it can be spliced by electric discharge.
Product Introduction
Fiber Cleaver Spacers MIM Parts | |||||||||
Item | Material | Production Process | Sintering Temperature | Mold | Custom | ||||
Fiber Cleaver Spacers | Tungsten copper alloy | Metal Injection Molding | 1350°C-1500°C | To be customized | Yes | ||||
Chemical Composition | Tungsten copper alloy | ||||||||
Available Materials | Low carbon stainless steel, titanium alloy (Ti, TC4), copper alloy, tungsten alloy, hard alloy, high temperature alloy (718, 713) | ||||||||
Finish | Dimensional Accuracy | Product Density | Appearance Treatment | Appropriate Weight | |||||
Roughness 1~5μm | (±0.1%~±0.5%) | 92~95% | Mirror Reflection | 0.03g~400g) | |||||
The optical fiber cutter is used to cut the optical fiber as thin as a hair. After the cut optical fiber is magnified by hundreds of times, it is still flat when observed, and then it can be spliced by electric discharge.
The material of the optical fiber is generally quartz, so there are requirements for the blade material of the optical fiber cleaver.
Adaptive fiber: single-core or multi-core silica bare fiber
Adapt to fiber cladding: 100-250um diameter
Picture Display

Operation Method
Use fiber strippers to remove the coating on the surface, reserve about 30-40mm, wrap the optical fiber with dust-free paper dipped in alcohol, and then wipe the optical fiber clean.
Put it into the fiber slot and cut the fiber.
Note that the section of the optical fiber after cutting should be very careful not to touch any objects, otherwise, the cutting effect will be affected.
Maintenance Method
In case of fiber cutting, the height of the blade can be adjusted.
If the cut end surface is uneven, you can clean the cutting knife rubber pad first, and then replace a knife surface if the problem is not solved.
Blade Life
Generally, a blade has 16 faces, and each face can be used 1000-2000 times.
Blade Material Characteristics
1. Ultra-fine grain WC-Co powder is used for low-pressure sintering, which has the characteristics of high hardness, high strength, good wear resistance, and sharp cutting edge.
2. The internal metallographic structure of the product adopting low-pressure sintering is good, which effectively reduces the micropores in the alloy, avoids chipping of the cutting edge during fine grinding and use, and improves the smoothness of the cutting section.
3. The grinding requirements of the fiber optic cleaver edge are extremely high. Generally, a precision optical grinder with a high degree of automation is required to fine-grind the edge, so that the edge of the finely ground will be sharp without the advantage of chipping and curling. The cutting edge requires high processing precision, high finish to achieve a mirror effect (Ra≥0.012), and the cross-section of the cut optical fiber is flat, smooth, and free of burrs.
Material Physical Characteristics
Co% | Hardness HAR | Density:g/cm | Bending strength Mpa | Elastic Modulus GPa | Thermal account coefficient 10/C |
12 | 92.5 | 14.1 | 4500 | 460 | 5.8 |
13 | 90.6 | 14.1 | 4100 | 460 | 5.8 |
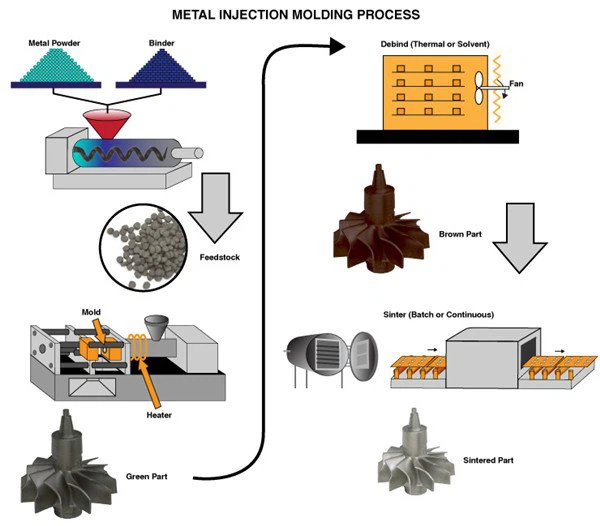
Production Process
Cemented carbide powder ingredients (select tungsten carbide powder + cobalt powder according to applicable requirements) → fully mix → pulverize → dry → add molding agent after sieving → re-dry → sieve to obtain a mixture → granulate the mixture and press → Forming→(vacuum low-pressure sintering furnace imported from Germany) sintering→blank after sintering→inspection (non-destructive ultrasonic flaw detection)→cutting edge→finishing edge→100% microscope inspection→qualified product packaging.
Detection Systems








Send Inquiry